1)电极减寸量的概念
放电加工过程中存在火花间隙,因为这个原因,电极必须做得比要加工的形状小。减小的数值叫做电极减寸量。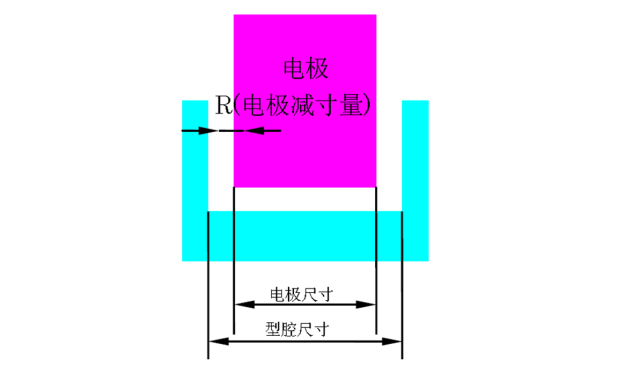
电极减寸量示意图
2)电极减寸量决定了加工速度
放电加工的能量大,加工速度就会快,放电间隙也会大。如果电极减寸量加大,加工速度(去除率)可提高数倍,另外重要的一点是粗加工条件不仅速度快而且损耗小。那也就说明如果电极减寸量足够的话,可以使用高效而且低损耗的条件。
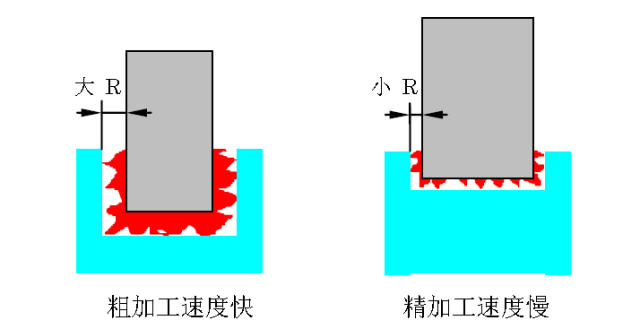 电极减寸量决定了速度
电极减寸量决定了速度
粗加工得到的表面比较粗糙,但是我们又希望在短时间内得到良好的表面质量。要实现这一目标的最好办法就是用粗加工条件加工掉大部分,然后再用精加工条件去加工表面。另外,要减少加工时间,加工条件就要在适当的时间变化。例如,如果你开始粗加工的最大粗糙度是Ra5.0μm,而你最终要得到粗糙度是Ra0.8μm,那就必须在粗加工和精加工间有多个加工条件来过渡。底部表面可以通过改变条件和设置高度来实现。但是侧面因为粗加工的的放电间隙比精加工的要大而不能实现。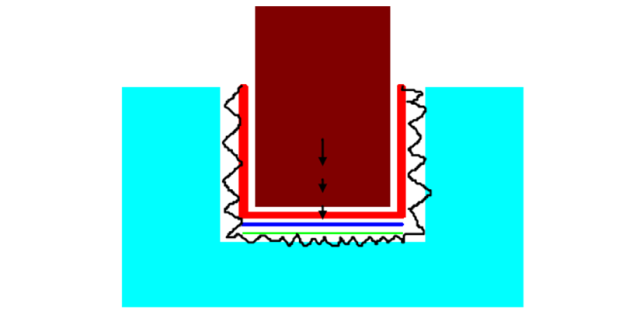 底部加工
底部加工
要加工侧面,电极就必须要接近侧面。
在垂直于加工方向的平面内的运动就叫做平动(摇动),平动的目的是完成侧面的加工。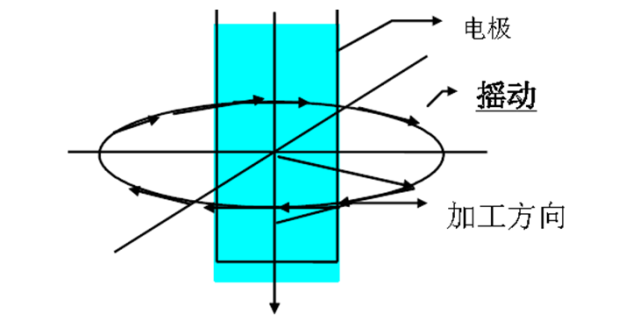
平动和加工方向
首先我们要了解平动加工后的形状。如果电极以一定的形状平动,电极的每一部分都要以相同的形状平动,然后画出电极的外形状,该图形的外部形状就是精加工后的形状。该方法可用在任意一种摇动形状上,这是一种有效的确定加工形状的方法。有些平动会导致不精确的形状,但是从一般的考虑,错误并不是很大。要对这些有足够的了解才行,先从两维形状的平动分析开始。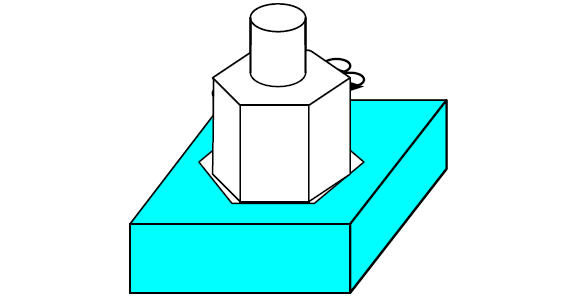 平动时电极的每一部分都走同样的形状
平动时电极的每一部分都走同样的形状
电极在每个尺寸上都会比实际要的形状要小一点,所以要得到想要的形状尺寸就要在各个方向上扩大一个R 的尺寸。在各个方向上扩大一个R 就相当于每个点都做R 的圆形运动。下图显示了直线部分是正确的,但是尖角部分却是不够的。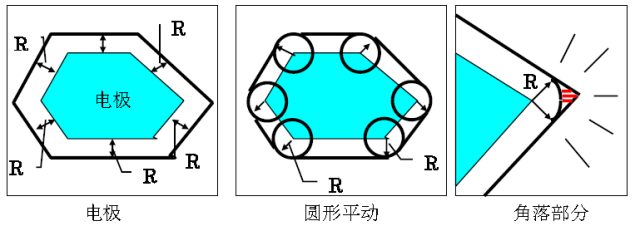
对于一般的形状,如下图,电极减寸量使外角半径小,而内角半径大,这种变形就像图形偏置一样,在使用圆形摇动后,加工形状就正确了。如果用CNC或线切割做电极且用偏移来确定电极减寸量,圆形平动做出正确的形状,没有尖角。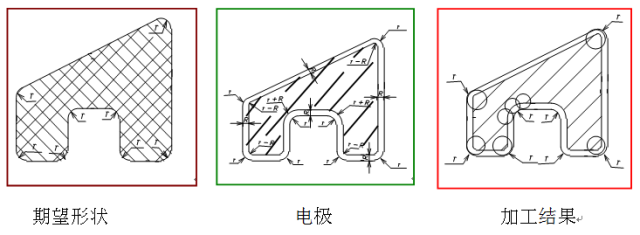
另外重要的一点是:圆形平动这是标准的平动方式,没有过切。如果你不是很了解平动,那么建议选择该平动方式。3)方形平动
对于EDM,角落加工是最重要的加工之一。如果型腔本身是方形或者矩形,如下图,方形摇动就比圆形摇动好。此时,方形平动比圆形平动的加工效率要高一些。
但是如果你对于一般的形状也使用方形摇动就会出现问题。例如下图,你使用方形平动,那么斜线区域就会过切,最明显的错误就是45度角的时候。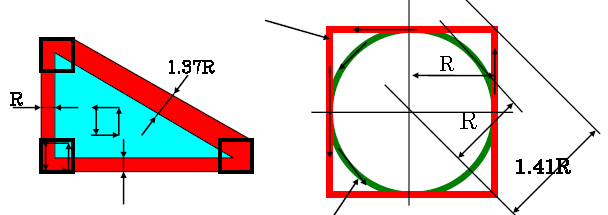
使用方形平动斜线部分被过切
三维平动对于尺寸的影响可以参考二维对于X-Y 平面Y-Z 或 Z-X 平面。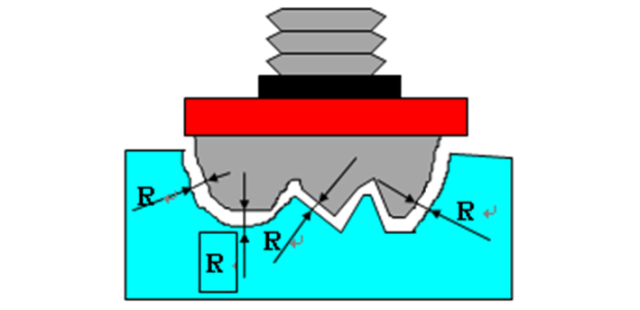
3D电极加工
对于一般的CNC EDM机器来说,平动值是从上到下不变的(该方法叫做“底部简单形状”)。如果X-Y 平面是圆形平动的话,X-Z 或Y-Z 平面和方形摇动一样。这意味着底部半径和底部斜度的是一样的。通常,因为R 的加工偏移原因,底部半径和斜度会变小。如果你使用底部简单形状的电极,底部的尖角就会过切。过切的数值要根据电极R 的比例来确定。因为此原因,粗加工容易出现过切。对于3D的电极,如果你想要使用底部简单形状的模式,那么你电极的底部角半径和斜度的就必须和最终的形状相一致。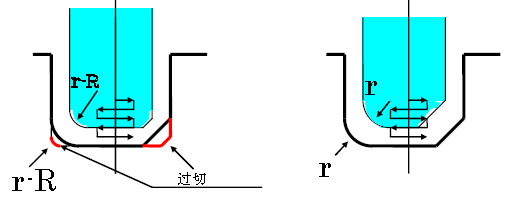
如上图,有些电极你很难确定它的底部半径,或者有时电极底部并不平整。这些电极就不可能像以上所提到的那样做。“底部复杂形状”(球形平动)的三维模式可解决这一问题。典型的方式是:底部复杂形状。这在侧面(Z-X 或 Y-Z 平面)看来是和圆形的平动一样的。没有过切的区域。如果使用大电极,该方式对于粗加工也是适用的。1)适当的平动量,尽可能取大一些,可以大幅度减少加工时间。2)基本上,平动应该选用圆形,因为它在各个方向上都是一样的R 值, 圆形平动是最安全的方式。3)对于复杂的型腔,选择方形平动会在尖角和斜边部分引起过切;方形平动只适合在矩形类形状。4)简单形状的二维平动,使用圆形平动,它的X-Y 平面是圆形,但X-Z、Y-Z 却是方形平动,因此对于底部复杂形状也会产生过切。5)基于圆形平动是最安全的原理,使用三维球形摇动,在各个方向都是圆形平动,故在3个尺寸都是安全的。6)对于高精度要求的复杂型腔一定要选择三维球形摇动;而对于大多数放电加工,一般选择二维的圆形平动能够满足要求,较三维球形平动容易获得好的光洁度与高效率。





